


























































































When selecting an in-process thickness measurement system, a number of challenges need to be considered, including the effect of combined real world errors. In this second article on thickness measurement, Glenn Wedgbrow, Business Development Manager at Micro-Epsilon UK, discusses how these challenges can be overcome in practice.
What is important when selecting a suitable thickness measurement system from a supplier is to understand the combined real-world errors that can occur when using a non-contact system and how these errors can be eliminated or compensated for. While many suppliers state on their datasheets that the measurement system meets a certain resolution and linearity, in the real world, this performance is affected by a number of environmental influences. Errors associated with real world thickness measurement are not always obvious, but can combine to create significantly large errors. It is therefore critical to select a system based on system accuracy, not just sensor accuracy.
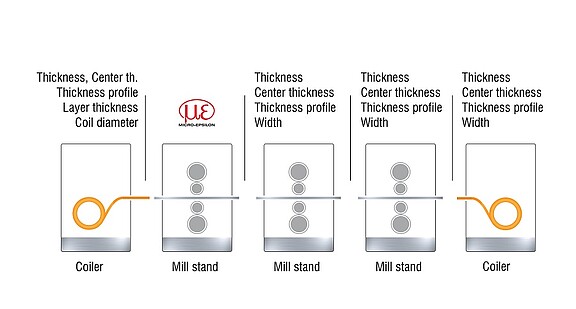
To overcome these challenges, as a systems supplier, we must take each application on its own and assess the needs of the customer, consider the tolerances required and whether sensors alone are able to solve the task. Our systems division is focused on thickness and width gauging solutions for strip processing materials including metals, plastics and rubber. All our key competences can be found within the systems division and so we are able to use the many different measurement sensor technologies from within the Micro-Epsilon group. We also develop our own software and algorithms, including all the automation, linear guiding, traversing and programming of robots. Most important is that we understand the mechanics of the systems we build, our knowledge of the surrounding environmental influences such as temperature and how to overcome these, which is critical to the success and continued operation of our systems. We now have more than 500 system installations worldwide.
So how do our systems solve the challenges of inline thickness measurement?
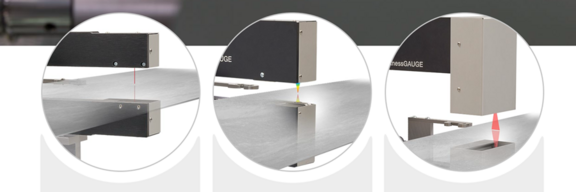
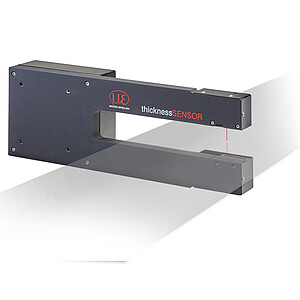
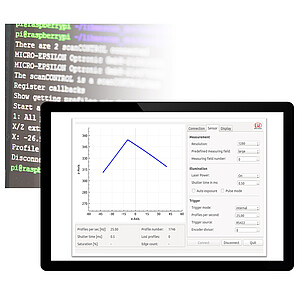
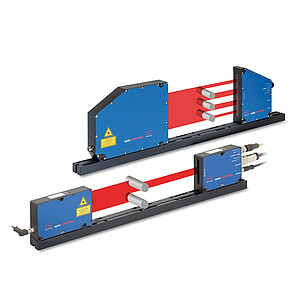
Two of the big challenges, alignment and synchronisation, are taken care of when purchasing a system from Micro-Epsilon. Knowing the overall gap or distance between the two sensors allows the calculation of thickness to be made. To establish this value, we first need to calibrate the system. A certified gauge block is positioned in the measuring path. This known thickness combined with the readings from the sensor above and below the target equal the overall measurement gap. Our systems will periodically return to the calibration position to check for changes and readjust values accordingly. Once the gap is confirmed and stored, the system can then be moved onto the target to be measured. The thickness of the material will now be the known gap, the sum of the individual measurements from the upper and lower sensor.